�л��������ұ�
UDC 621.315.6
������� ��620.1
��621.798
���չ������鷽������־���װ GB2317��85
����GB2317��80
Fittings acceptance inspection��testmethods��
marking and packing
���ұ���1985-01-23���� 1985-12-01ʵʩ
1 ���÷�Χ
���������ڼܿյ�����·�ͱ�����ĵ������(���¼�ƽ��)��
2 ���չ���
2.1 ���Ӧ�����쳧�ļ������鲿�ż���ϸ���ܳ��������쳧Ӧ��֤���г����Ľ�߷��ϱ�����ͼֽ���йؼ���������
2.2 ��Ҫʱ�û���Ȩ���ձ���2.5.2����г�����顣
2.3 ��ߵ������Ϊ�������顢����������ʽ���飬����Ӧ�������涨����Ŀ���С�
2.4 �������飺
2.4.1 ���Ӧ����Ʒ���涨���������ۼ�顢��װ��鼰��еǿ��(��������������)���飬���в����ϱ��κ�һ��Ҫ��ʱ����˽��Ϊ���ϸ�
2.4.2 ��������������ѳߴ磬Ӧ���С����桱�͡������桱�ij�����顣
2.5 ������飺
2.5.1 ���Ӧ�������г�����飬�������Ӧ�ڳ�������ϸ��������ѡ������������������100��ʱ����������飬����100������ʱ��������������¹�ʽ���㣺
![]() ��100��n��500ʱ
��100��n��500ʱ
��
![]() ��500��n��20000ʱ
��500��n��20000ʱ
![]() ��n��20000ʱ
��n��20000ʱ
ʽ��n����������������
p��������Լ�����(ȡ����)��
2.5.2 ���������Ŀ���1��
��1 ���������Ŀ
|
�� �� |
�� �� �� Ŀ |
�� �� �� �� |
�� �� �� �� |
|
1 |
�ߴ��� |
����Ʒ�� |
���������ȫ�� |
|
2 |
�ȶ�пп������Լ�� |
������3.3�� |
���������1/2 |
|
3 |
�ƻ��������� |
����Ʒ�� |
���������ȫ�� |
2.5.3 �ڳ������ʱ�����Լ���һ�������ϱ�2�κ�һ��Ҫ��ʱ����Ӧ��ͬһ���г�ȡԭ����������������Լ��ٽ��жԲ��ϸ���Ŀ�����飬��������������һ���Լ������Ϲ涨Ҫ����������Ϊ���ϸ����Ϊ�����ߴ粻���Ϲ涨Ҫ�����������ѡ��
2.6 ��ʽ���飺
2.6.1 �²�Ʒ���ƶ��ͻ��Ͳ�Ʒ�Ľṹ���ı�ԭ���ϼ��ӹ����շ�����Ӧ������ʽ���飬�Լ�������������2.6.2��涨����2��δ�г���������ߣ���������Ŀ����ƹ涨��
2.6.2 ��ʽ������Ŀ���2��
��2 ��ʽ������Ŀ
|
��� |
������Ŀ |
�� �� �� �� |
�Լ����� (��) |
������Ŀ���� |
|||||
|
������ |
������ |
������ |
�������Ӵ���� |
������� |
|||||
|
��˨�� |
ѹ���� |
||||||||
|
1 |
�ߴ硢��ۼ�� |
�� |
�� |
�� |
�� |
�� |
�� |
10 |
������3.1�� |
|
2 |
��װ��� |
�� |
�� |
�� |
�� |
�� |
�� |
10 |
������3.2�� |
|
3 |
�ȶ�пп������� |
�� |
�� |
�� |
|
|
�� |
3 |
������3.3�� |
|
4 |
�������� |
�� |
|
�� |
�� |
�� |
�� |
4 |
������3.4�� |
|
5 |
�ƻ��������� |
�� |
�� |
�� |
|
|
|
6 |
������3.4�� |
|
6 |
������ |
|
|
|
|
|
�� |
3 |
������3.5�� |
|
7 |
�������� |
|
|
|
�� |
�� |
|
3 |
������3.6�� |
|
8 |
�������� |
|
|
|
�� |
�� |
|
3 |
������3.7�� |
|
9 |
��ѭ������ |
|
|
|
�� |
�� |
|
3 |
������3.7�� |
|
10 |
�������� |
�� |
|
|
�� |
�� |
�� |
4 |
������3.8�� |
|
11 |
���ߵ���� |
�� |
|
|
�� |
�� |
�� |
4 |
|
|
12 |
����������� |
|
|
|
|
|
|
|
|
ע����������Ϊ���ѹ330kV���ϵĽ���������Ŀ��
3 ���鷽��
3.1 ��ߵ���Ҫ�ߴ缰�ӹ�����ò�������Ϊ0.05mm���������Ƶ����塢����飬��ߵ������Ŀ����飬��������Ҫʱ���ò�����10���ķŴ�顣
3.2 ��ߵij�����װ��飬����������������Ժ�װж������ԡ�
3.3 �ȶ�пп�����������Ӧ�����³�����С�
3.3.1 ����ͭ��Һ������
(1)��ÿ100ml������ˮ�м���35g��ѧ��������ͭ(CuSO4��5H2O)�Ƴɡ���Ҫʱ�ɼ����Դٽ�������ܽ⣬������ȴ��ʹ�á�
(2)��ÿ1000ml����ͭ��Һ�м���Լ1g̼��ͭ(��������ͭ����ɫ����ͭ)��ֽ���֮�����ƺõ���Һ���ò�����24h��Ȼ����˻��������������Һ��ȥ�������Һ������ܶ���+20��ʱӦΪ1.170��0.010��
(3)�����õ�����Ӧ��ʹ�ò�������ͭ��ѧ���õ����Բ����Ƴɣ������ڲ��ߴ�Ӧʹ�Լ�������Һ���������ڱڵ���С���벻����25mm��
(4)��������������У�����ͭ��Һ���¶�Ӧ������20��4�棬�Ҳ��ý�����Һ��
(5)ÿƽ�����Ķ�п���������Ӧ��6ml����Һ����Ʒ���涨�������պ���Һ��Ӧ�������������顣
3.3.2 ���鲽�裺
(1)�Լ�Ӧ���Ѿ���ۼ��ϸ��ͬһ����Ʒ�г�ȡ��
(2)�Լ����ø�ʴ��С���ܼ���ȥ�Ƽ����渽�ŵ����ۣ���ϴ���ɺ����2%��������Һ��15s��ȡ������ˮϴ������������������ɣ�Ȼ���������ͭ��Һ�н������顣
(3)�Լ�Ӧ����4�ν�����Һ�У�ÿ�ν���ʱ��Ϊ1min���Լ�Ӧȫ�����룬�����ܻ���Ӵ����Լ�����Һ������ҡ����
(4)�Լ�ÿ��ȡ������������������ˮϴ�ӣ����г�����������������άˢˢȥ�����Ȼ��������������ɽ�����ۼ�顣���Լ���������ͭ��Һ����ۼ�����Ϊһ�����顣
3.3.3 �������жϣ�
(1)ÿ��������Ϻ������Լ��Ϸ����н���ͭ�ĸ��������Ӳ����Ƥ������п��Ĺ��߲��û����10%������Һ��15s�����ͭ��ȥ��¶��п�㣬����Ϊ�ô�����ͨ����¶����������Ϊ�ȶ�пп������Բ��ϸ�
(2)�������ߵ�����ߺ;�������С��25mm�ľֲ�������С�ĺ�ɫ����ͭ�����������ڡ�
3.4 �����С������ܶԵ��ߵ��������ƻ��������顣
3.4.1 �е��������飬Ӧ�Ը��������õĵ��߽��С���˨�����е��ƻ��������飬Ӧ�Ը��ڵ���ǿ�ȵĸ�˿����װ�����ڽ��У���ͼ1�������е��ƻ��������飬Ӧ�������е�������(��)������������8�㡫10����У���ͼ2��
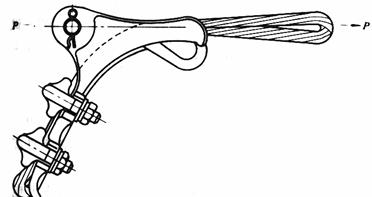
ͼ1
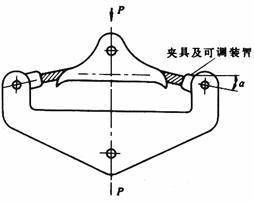
ͼ2
3.4.2 ���ڰ�װ���ߵĸ����С������ܣ����ڰ�װ���ߺ������������Ľ�ߡ��Լ���о�(���Լ�)����Ч��С�ڱ���װ����ֱ����100���������᷽����ͼ3��
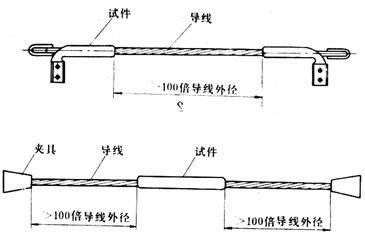
ͼ3
3.4.3 ����Ӻ��ٶȣ����鸺���ڱ��Լ�����ƻ�����50%���ڣ��Ӻ��ٶȲ����涨���ﵽ50%ʱӦ���л�����ܳ��ڴ��ĵ��߱��滮ӡ�����Ӻ��ٶ�Ϊÿ��������ֵ�������Լ�����ƻ����ص�10%��
3.4.4 ���߳��ֻ����Ķ���Ϊ�����л�����ܳ��ڴ�������ӡ�뿪ԭ��λ�ã����ɻ����Լ�����������Ϊ�������ڸ��ɲ����Ӷ�����λ��ʱ��Ϊ������
3.4.5 �ڽ��н���ƻ���������ʱ����������شﵽ����ƻ�������δ�ƻ����ɼӺɵ�����ƻ����ص�120%�����ټ������顣������ʽ�����ÿ���Լ���������һ��Ҫ�����ƻ�Ϊֹ��
3.5 �����飺
����Ҫ��������Ľ�ߣ�Ӧѡ��һ���ӽ�г��Ƶ�ʵ��ȶ�Ƶ�ʣ�����̨������������1��107�Σ������Ϊ��0.5mm��
ͼ4
3.6 �������飺
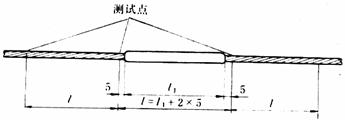
3.6.1 ����Ӧ��25��2������ڽ��У���ֱ��ѹ�����ⶨ�����������豸�С������еĽӴ����ֵĵ���͵��߱����ĵ���(10-6��)������ͨ�����Լ20A���Լ���������б�ԵΪ5mm�����ߵ������Ӧ�뱻���Լ��ȳ�����ͼ4��
3.6.2 ��������Ӧ����������ѭ������ǰ������������һ�Ρ�
3.7 ��������ѭ�����飺
3.7.1 ������23��27������ڽ��У���ʵ��ʹ�����������Լ��뵼������װ��Ȼ��ͨ��50Hz�Ķ���������ⶨ���������¶ȣ�����10min�����βⶨ���¶��ޱ仯ʱ������Լ�����ֵ�����߲��µ�����Լ��Ī����벻С��1000mm����ͼ5��
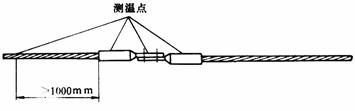
ͼ5
3.7.2 ��ѭ�������ǽ��Լ�������������ﵽ����3.7.1��涨�����������Ͽ���Դ���Լ���Ȼ��ȴ�����£���Ϊһ��ѭ�������鹲����120�Ρ�
3.7.3 ���Խ�����Լ���������������������Ϊ�ϸ�
3.8 ���ڶ��ѹ330kV���ϵĽ�߱�����е������飬����Ӧ���������ڽ��У��Լ���ʵ��ʹ�������װ�������ѹ������·������е�ѹ��105%��Ȼ��۲��Լ���Ӧû�пɼ����Ρ�
3.9 ���߳������������������·�ϰ����Ҫ��������������С�
4 ��־���װ�涨
4.1 ��߱��밴����ͼֽ�Ĺ涨������־��
4.2 ��־�������£�
a.��߱�־��λӦ����������
b.�����췽�������Ľ�ߣ�Ӧ������ʱһ��������־����Ӧ���߱�����ͬһˮƽ�ϣ���Ӱ��۱߿�
c.�ó�ѹ����췽�������ĸ��ƽ��Ӧ���ȶ�пǰѹ����־������Ʒ��־Ӧ����ѹӡ����־��
4.3 ��ߵİ�װ���뱣֤����������в������װ���������ơ������û�Ҫ��˫��Э�̣���ɲ������������װ���������Ŀɲ��ü�װ�䡣
4.4 ��Ϊ������Ľ��(��ͭ�����ɰ塢�����ܡ��е�)��������ͼֽ�涨�ı�����Ϳ�����Է����ͣ������ױ�������״��Ʒ��Ӧ���ܿڷ�գ��Է�ֹ��������������ܵ����ˡ�
4.5 ���Ӧ���׳��������Ƽ������Ƽ������װʱ��Ӧ�з�����ʩ��
4.6 ��װ����Ӧ������
a.���쳧���ơ����ꣻ
b.��Ʒ���ơ��ͺţ�
c.��װ������������
d.��Ҫ��������־���硰��ѹ����������
4.7 ÿ����װ���������˳���50kg��
4.8 ÿ����װ����Ӧ���м������鲿�ż�����Աӡ�µIJ�Ʒ�ϸ�֤����Ҫ�ļ����ļ���
_____________________
����˵����
�������л�����ˮ�������������
������ˮ���������Ͼ������������о�����ݡ�
������Ҫ����˶����̡����������С������桢�����顢��ͨ��