�л��������ұ�
���ֻ���ѹ��ˮ������
GB 10764-89
�� �� �� ��
Specification for steam turbine low pressure feed water heater
�л�������е���ӹ�ҵ��1989-03-29�� 1990-01-01ʵʩ
1 �������������÷�Χ
�����涨�����ֻ���ѹ��ˮ�����������ܺ����켼��Ҫ��
���������ڻ������糧���ֻ�����ϵͳ��ˮ�����ѹ��������4.5MPa������¶Ȳ�����220�棻�������ѹ��������1.5MPa������¶Ȳ�����400��ı���ʽ��ѹ��ˮ��������Ҳ��������ͬ���������������Ƚ�������
2 ���ñ�
ѹ��������ȫ�����
����ʯ�ͻ���ѹ��������ƹ涨
GB 3087 ����ѹ��¯����ֹ�
JB 741 ���ƺ���ѹ��������������
JB 755 ѹ�������ͼ���������
JB 2640 ��¯�ܵ�������ѹ���ּ���������
JB 2862 ���ֻ���װ��������
JB 2900 ���ֻ����Ἴ������
JB 3343 ��ѹ���������켼������
JB 3375 ��¯ԭ�����볧����
3 ����
3.1 ����ʽ��ѹ������(��Ƶͼ�)
�ͼ��ǹܿ�ʽ������������ˮ������ˮͨ���ͼӵĴ��ȹ���ʱ���������ڵ����ֻ�����������ˮ���ȣ�ͬʱ������������
3.2 �ȸ���
��λʱ���ڣ����Ƚ����뱻���Ƚ��ʼ�����Ƚ�������
3.3 ����ѹ���������¶�
�ڶ�����µͼӵ�����ѹ�����¶ȣ��ǵͼ�������Ƶ����ݡ�
3.4 ���ѹ��
Ӧ�Ը��ڵͼ�ʹ���ڼ��п��ܳ��ֵ���߹���ѹ�����ǵͼ�ǿ����Ƶ����ݡ�
3.5 ˮ������¶�
���õ����������ѹ���µ����������¶ȡ������й���������ȴ��ʱ���öι��ӵ�����¶Ȼ�Ӧ����20�档
3.6 ��������¶�
������ͼ�ϣ��ӹ���ѹ�������¶ȴ����������������ʱ������ѹ�����ཻ���Ըý��㴦1)���¶�����5�洦Բ�������¶ȼ�Ϊ��������¶ȡ�
���й���������ȴ�εĵͼӣ�����Ƕ̽ڿ��Դ��¶���Ϊǿ������¶ȣ����ಿ����ǵ�����¶Ȳ��õ������ѹ���µ����������¶ȡ�
ע��1)���ý��㴦�¶�Ϊ250�棬273�棬298��ʱ��������Բ��Ϊ250�棬275�棬300�档
3.7 �ն��²�(�϶˲�)
��Ӧ�ڵͼӽ��ڴ�����ѹ���µı����¶����ˮ�����¶�֮�
3.8 ��ˮ��ȴ�ζ˲�(�¶˲�)
�ͼ���ˮ�����¶����ˮ�����¶�֮�
3.9 ����ƽ���¶Ȳ�
��ʼ�²���ն��²�֮����Գ�ʼ�²���ն��²�֮�ȵ���Ȼ����������ѧ����ʽΪ��
����
ע����ʼ�²�Ϊ�����뱻���Ƚ�����δ�����Ƚ������²
3.10 ����ѹ��
�����ͼӸ����ε�����������ˮ����ѹ����ʧΪ����ѹ����
3.11 ˮ��ѹ��
�������ڵĸ�ˮ��Ħ����ʧ(����������ˮ�ҵ�ѹ����ʧ)Ϊˮ��ѹ����
3.12 ����ϵ��
����������ˮ���ˮ��ƽ�������ʡ�
3.13 ��ˮ
���κνϸ�ѹ��������ͼӿ��������ˮ���������������ˮ���ܳơ�
3.14 ����������ȴ��
�ѹ��ȳ�����һ�������ȴ�����ˮ���Ӷ���߸�ˮ�¶ȵ����Ρ�
3.15 �����
ͨ������������ȸ�ˮ�����Ρ�
3.16 ��ˮ��ȴ��
����ˮ������������ˮ��ʹ����ε���ˮ�¶Ƚ������ڱ����¶ȵ����Ρ�
3.17 �����
ָ�ͼ��ڴ��ȹ��ܵ���������
3.18 �����
��������п۳��ܰ�����ڵĹܱ������������¶������������ˮ�еı�������κβ��μ��Ƚ����ı������������
��Ч���Ӧ�������ͼ���г������ڵͼ������ϱ�ʾ��
4 ���ܼ����Ҫ��
4.1 �ͼӵ�����
ָ�����ֻ���ƹ����£����ȸ���������ˮ�����������ϡ��¶˲���в���������
a.��ˮ���������¶ȣ�
b.��ˮ������
c.����������
d.����ѹ�����ʣ�
e.��ˮ�����¶ȣ�
f.�����ˮ��ѹ����ʧ��
4.2 �ͼӵ����Ҫ��
4.2.1 �˲�
��������������ȴ�εĵͼӣ����϶˲�ɰ�3��5����ƣ��¶˲�һ��ȡ8��10�档
4.2.2 ˮ������
�ڶ������ƽ���¶���(���ںͳ����¶ȵ�����ƽ��ֵ)��ͨ�����ӵĸ�ˮ���٣���Ӧ������1�Ĺ涨��
�� 1 m/s
|
�� �� �� �� |
�� ˮ �� �� |
|
����� |
3.2 |
|
��ͭ�Ͻ� |
3.0 |
|
�� ͭ |
2.6 |
|
̼ �� |
2.5 |
4.2.3 �ӹ�����
�ڶ�����£����ھ�ѡ��Ľӹܣ�Ӧʹ���ڵĽ������ٲ�������2�Ĺ涨��
�� 2 m/s
|
�� �� |
�� �� �� �� |
|
|
��ˮ�������� |
3.0 |
|
|
������ˮ���� |
1.2 |
|
|
������ˮ���� |
ˮλ�ܿ� |
1.2 |
|
ˮλ���ܿ� |
0.6 |
|
|
��ˮ���� |
0.8��1.0 |
|
|
����������Һ����� |
1.2 |
|
4.2.4 ����ѹ����ʧ
���������Ƶĵͼӣ���������ѹ����ʧ��Ӧ��������������ѹ���30%���Ҽ��������κ����ε�ѹ����ʧ������3.54��10-2MPa��
4.2.5 �۹�����
�Ƽ�1��10-8m2��h����/JΪ��С�۹����裬Ӧ����ˮ����棬����������������Ч���档�ڹ���������ȴ�κ���ˮ��ȴ�εĹ�������棬���и����۹����裬�Ƽ�1.5��10-8m2��h����/JΪ��С�����۹����裬��Щ��Сֵ���������в��ϡ�
4.3 �ͼӵĽṹ���
�ͼ�Ӧ��Ƴɲ�ж��ʽ����ж�Ļ�������Ϊˮ�ҡ���������ǡ�����ȫ���ӽṹ������Ӧ������ж�и�λ�á�
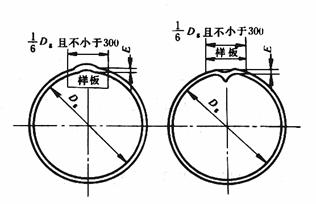
4.3.1 ��ʽ����ʽ�ͼ�ʾ��ͼ�����������Ƽ�ͼ1��ͼ2����3��
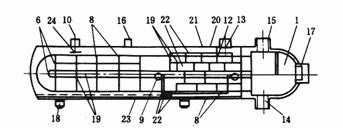
ͼ 1
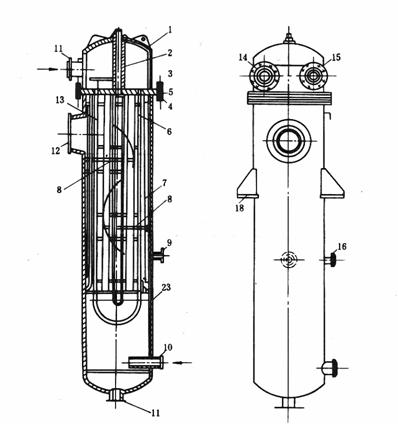
ͼ 2
�� 3
|
�� �� |
�� �� |
�� �� |
�� �� |
|
1 |
ˮ �� |
13 |
������ |
|
2 |
ˮ������ |
14 |
��ˮ���� |
|
3 |
�� |
15 |
��ˮ���� |
|
4 |
�� |
16 |
�ϼ�������� |
|
5 |
�� �� |
17 |
�� �� |
|
6 |
���ȹ� |
18 |
֧ �� |
|
7 |
����Ǽ� |
19 |
�� �� |
|
8 |
����(������) |
20 |
Ͳ��̽� |
|
9 |
��������� |
21 |
��� |
|
10 |
��ˮ���� |
22 |
�ֿ�(���ȶκ������) |
|
11 |
��ˮ���� |
23 |
Ͳ �� |
|
12 |
������������ |
24 |
�� �� |
5 ��������
5.1 �ͼ���ѹ�������ò��ϱ�����������֤�飬�����뾭���鲿�Ű�JB 3375�����볧���顣δ���������鲻�ϸ��߲�Ͷ����
���ϴ���Ӧ���ϴ����ƶȵ��йع涨��
5.2 ˮ��ͼ�Ӧ��JB 755�Ĺ涨��
5.3 ���ּ�Ӧ��JB 2640�Ĺ涨��
6 ���켼������
�ͼӵ������Ӧ���ϱ����⣬�����йؼ���Ҫ�������ѹ��������ȫ����̡���������ʯ�ͻ���ѹ��������ƹ涨����JB 741�Ĺ涨����Ӧ�������ͼ����Ҫ��
6.1 Ͳ��
6.1.1 Ͳ���ھ����κζ����ϵ���ƫ��Ӧ���ϱ�4�Ĺ涨����ƫ���Բ�����������˳����װ����Ϊ�ޡ�
�� 4 mm
|
Ͳ�幫��ֱ��Dg |
��800 |
��800��1200 |
��1200��1600 |
��1600��2400 |
|
Ͳ���ھ���ƫ�� |
+3 |
+3.5 |
+4 |
+4.5 |
ע����Dg��325mm����ֹ���Ͳ��ʱ����ߴ��ʲGB 3087�Ĺ涨��
6.1.2 Ͳ��ͬһ���������ֱ������Сֱ��(ͼ3)֮��e���ó���0.01Dg����Ӧ���ϱ�5�Ĺ涨���п��ײ�ǿȦʱ��Ӧ�ಹǿȦ��Ե100mm�����λ�ò�����
6.1.3 Ͳ�岻ֱ�Ȳ��ó���Ͳ�峤��1/1000����Ͳ�峤��L������6mʱ�������ֵ������4.5mm����Ͳ�峤��L������12mʱ�������ֵ������8mm����Ͳ�峤��L������18mʱ�������ֵ������12mm��
�� 5 mm
|
Ͳֱֵ��Dg |
��1200 |
��1800 |
��2400 |
|
�����Сֱ����e |
��8 |
��12 |
��15 |
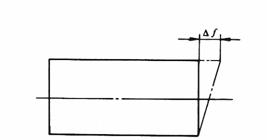
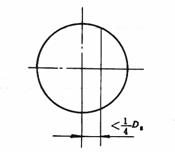
6.1.4 Ͳ��Ķ������Բĸ�ߵĴ�ֱ��ƫ��(ͼ4)
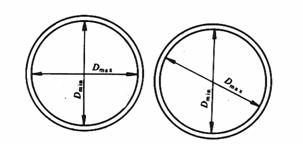
ͼ 3
ͼ 4
��Ͳ��ֱ��С��1200mmʱ����ƫ�f������2mm��Ͳ��ֱ������1200mmʱ����ƫ�f������3mm��
6.1.5 Ͳ��ƴ�ӣ����һ�ڲ�С��300mm(���й��ɻ�ʱ������С��100mm)��
6.1.6 Ͳ��ֱ������1400mmʱ��ÿ��Ͳ�����첻�ó���������������������֮������С��300mm��Ͳ��ֱ��������1400mmʱ�����첻����һ����
6.1.7 �ݺ���ĶԿڴ�����Ӧ�������µĹ涨(ͼ5)��
b��0.1s����b������3mm��
6.1.8 ������ĶԿڴ�����
6.1.8.1 �����������ʱӦ�������µĹ涨(ͼ6)��

ͼ 5
ͼ 6
a.�ں�s��6mmʱ��b��0.25s��
b.�ں�6��s��10mmʱ��b��0.20s��
c.�ں�s��10mmʱ��b��0.10s+1mm���Ҳ�����6mm��
6.1.8.2 ���ԽӺ��Ӳ��Ⱥ�ְ�ʱӦ�������µĹ涨��
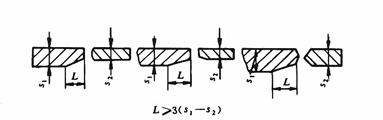
�������ȡ�10mm�������Ȳ��3mm�������ȣ�10mm�������Ȳ���ڱ����ȵ�30%����5mm����Ӧ��ͼ7��Ҫ����������Ե���������Ȳ�С��������ֵʱ������ͬ��ȸְ�֮Ҫ��
ͼ 7
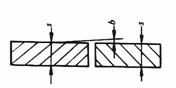
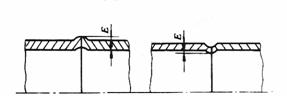
6.1.9 �Խӻ����졢�ݺ��촦�γɵ���Ƕ�E��0.1s+2mm���Ҳ�����5mm���ֱ��ó��Ȳ�С��300mm�ļ����(ͼ8)���ҳ�����16Dg���Ҳ�С��300mm���������������(ͼ9)��
ͼ 8
ͼ 9
6.1.10 ���п���Ӧ�ܿ����죬���ױ�Ե�뺸��ľ���Ӧ����3�������ʵ�ʺ�ȣ��Ҳ�С��100mm�������ױ���ͨ������ʱ�����������С��1.5������ֱ��
ͼ 10
ͼ 11
��Χ�ڵĺ��죬�뾭100%��������̽�ˡ�
6.1.11 Ͳ���Ϸ�����ǿȦ��֧�������ȸ��ǵĺ��죬��Ӧ��ĥ��ĸ����ƽ���뾭100%��������̽�ˡ�
6.1.12 Ͳ�庸��Ҫ��Ӧ��JB 741�Ĺ涨���С�
6.2 ��ͷ
6.2.1 ��ͷ����������ҶԳƵ�����ְ�Խ��Ƴ�ʱ���ԽӺ�����ͷ������ӦС��14Dg(ͼ10)������Ҫ��Ӧ��JB 741�Ĺ涨��
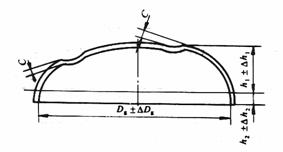
6.2.2 ��Բ�η�ͷ����С�ں�Ӧ��С��ͼ����ȵ�90%����ͼ����ȴ���40mmʱ����С�ں�С��ͼ����ȵ�87%�����η�ͷ����С�ں�С��ͼ����ȵ�85%��
6.2.3 ��Բ�η�ͷ��Ҫ�ߴ缫��ƫ���6(ͼ11)�Ĺ涨������ֱ��ƫ������Сֱ������氼�������������η�ͷ��
�� 6 mm
|
��ͷ����ֱ�� Dg |
ֱ��ƫ�� ��Dg |
�����Сֱ���� e |
���氼�� C |
����߶�ƫ�� ��h1 |
ֱ�߸߶�ƫ�� ��h2 |
|
��800 |
��2 |
2 |
2 |
��4 |
+5 -3 |
|
��800��1200 |
��3 |
4 |
3 |
��6 |
|
|
��1200��1600 |
��4 |
6 |
4 |
��8 |
|
|
��1600��2400 |
��5 |
8 |
4 |
��12 |
6.2.4 ��Բ�η�ͷֱ�߲��ֵ�����������Ȳ��ô���1.5mm��
6.2.5 ��ͷ����Ӧ����6.1.10���Ĺ涨��
6.3 ���ȹ�
6.3.1 �ܲ����ʹ���¶Ȱ���7�Ĺ涨��
�� 7 ��
|
�� �� |
ʹ �� �� �� �� �� |
�� �� |
ʹ �� �� �� �� �� |
|
�� ͭ |
230 |
̼ �� |
425 |
|
�� ͭ |
350 |
�� �� �� |
425 |
6.3.2 U�δ��ȹ����ƺ������뾶��С��U�ι��������ں���������ô���ʵ�ʹܱں�ȵ�17%��
6.3.3 U�δ��ȹ���������Բ��Ӧ����8�涨��ͨ���顣
�� 8 mm
|
|
|
|
��3 |
0.80 |
|
��3 |
0.85 |
6.3.4 U�δ��ȹܵ���С�����뾶R����9ѡȡ��
�� 9 mm
|
���ȹ��⾶R |
14 |
15 |
16 |
19 |
20 |
25 |
|
���ȹ��⾶R |
30 |
32 |
34 |
40 |
45 |
50 |
6.3.5 ���ȹܳ���L��ƫ���10��ͼ12�Ĺ涨��
�� 10 mm
|
����L |
500��2000 |
��2000��6000 |
��6000 |
|
�ʲ���L |
2 |
3 |
4 |
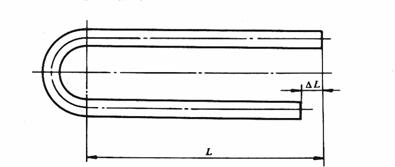
ͼ 12
6.3.6 ����ͼ���涨���п�Ӧ����ʴҪ��Ĵ��ȹܣ���������Ӧ��������Ӧ��������
6.3.7 ͭ�ܴ��ȹܲ�����ƴ�ӡ��ֹܴ��ȹ�һ��Ҳ������ƴ�ӡ������ƴ��ʱ����ƴ��Ҫ��JB 3343�Ĺ涨���С�
6.3.8 U�δ��ȹ�Ӧ�������ˮѹ���飬����ѹ����С�������ѹ����1.5������ѹʱ�䲻����10s��
6.3.9 �ͽӴ��ȹ��ӹܶ˼���Ҫ��JB 3343��1.22���涨��
6.3.10 ���ȹ��ڹܰ��ڵ��ͽӳ���L��С�������Ĵ��ȹ��⾶���Ҳ����ڹܰ��ȼ�ȥ3mm��
6.3.11 �������ͽ�ʱ���ܰ��Ӳ��Ӧ���ڴ��ȹܵ�Ӳ�ȣ���ǰ�ܶ�Ӧ���˻�״̬��ͬʱ������/���ͦ�t������ϱ�11�Ĺ涨��
�� 11
|
����/�� |
��t |
|
��10%��30% |
��155�� |
|
��30%��50% |
��125�� |
|
��50% |
��72�� |
ע��![]() �ֱ�Ϊ�ܰ��봫�ȹܲ��ϵ�����ϵ����
�ֱ�Ϊ�ܰ��봫�ȹܲ��ϵ�����ϵ����
����=����1-��2����
��t���ڹ����¶ȼ�ȥ���¡�
6.3.12 ����H�Ƽ�Ϊ1%��4%��Χ�ڣ���ͭ��Ӧȡ��ֵ�����ʵļ��㹫ʽ���£�
����![]()
ʽ�� d1������ǰ�����ھ���mm��
d2�����ܺ�����ھ���mm��
d�����ܰ��Ϲܿ�ʵ��ֱ����mm��
�ġ����ܰ��Ϲܿ�ʵ��ֱ�������⾶�ļ�϶��mm��
6.4 �ܰ����(������)
6.4.1 �ܰ�����ϵĹܿ�ֱ����ƫ��Ӧ���ϱ�12�Ĺ涨��
�� 12 mm
|
�ֹ��⾶dW |
�� �� |
�� ��(������) |
||
|
�� ֱ �� |
ƫ �� |
�� ֱ �� |
ƫ �� |
|
|
14 |
14.3 |
+0.15 0 |
14.6 |
+0.40 0 |
|
15 |
15.3 |
15.6 |
||
|
16 |
16.3 |
+0.20 +0 |
16.8 |
|
|
19 |
19.4 |
19.8 |
||
|
20 |
20.4 |
20.8 |
||
|
25 |
25.4 |
+0.25 +0 |
26 |
|
6.4.2 ���ȹܲ���ͭ��ʱ���ܰ�����ϵĹܿ�ֱ��ƫ��Ӧ��������Ҫ��
a.�ܰ�ܿ�ֱ������![]() ��
��
b.����ܿ�ֱ������![]() ��
��
6.4.2 ���ȹܲ���ͭ��ʱ���ܰ�����ϵĹܿ�ֱ��ƫ��Ӧ��������Ҫ��
a.�ܰ�ܿ�ֱ������dW+0.2+0.150mm��
b.����ܿ�ֱ������dW+0.3+0.200mm��
6.4.3 ���������⾶����ƫ��Ӧ���ϱ�13�Ĺ涨����ƫ���Բ���������˳����װ����Ϊ�ޡ�
6.4.4 �ܿĹ��Ű���14�Ĺ涨��
��13 mm
|
Ͳ�� ���� ֱ�� Dg |
150 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
1100 |
1200 |
1300 |
1400 |
1500 |
1600 |
1700 |
1800 |
2000 |
2200 |
2400 |
|||||
|
���� ���� �⾶ |
Dmin-2 |
Dg-4 Dg-8 |
Dg-10 |
Dg-12 |
||||||||||||||||||||||
|
���� ��ƫ �� |
-0.5 |
-0.6 |
-0.7 |
-0.8 |
-0.9 |
-1.0 |
-1.1 |
-1.2 |
-1.3 |
-1.5 |
-1.7 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ע����Dg��300mm������ֹ���Ͳ��ʱ��Ӧ���ݸֹ���С�ھ����Ƹ��塣
��14 mm
|
���� �⾶ dW |
�ܼ�� P |
�ܿ��� ��ֱ�� d |
����� �ſ��� P-d |
�������ſ���B(96%�Ĺ��ſ��ȱ��벻С��������ֵ) |
��С�� �ſ��� Bmin |
||||||||||
|
�� �� �� �� |
|||||||||||||||
|
40 |
60 |
80 |
100 |
120 |
140 |
160 |
180 |
200 |
220 |
250 |
|||||
|
14 |
18.0 |
14.3 |
3.7 |
2.81 |
2.69 |
2.58 |
2.46 |
2.35 |
2.23 |
2.11 |
2.00 |
1.88 |
|
|
1.72 |
|
15 |
19.0 |
15.3 |
3.7 |
2.83 |
2.72 |
2.61 |
2.50 |
2.39 |
2.28 |
2.18 |
2.07 |
1.96 |
1.85 |
|
1.72 |
|
16 |
22.0 |
16.3 |
5.7 |
4.53 |
4.43 |
4.33 |
4.23 |
4.13 |
4.03 |
3.93 |
3.82 |
3.72 |
3.62 |
3.47 |
2.12 |
|
19 |
25.0 |
19.4 |
5.6 |
4.47 |
4.38 |
4.30 |
4.21 |
4.12 |
4.04 |
3.95 |
3.87 |
3.78 |
3.70 |
3.57 |
2.70 |
|
20 |
26.2 |
20.4 |
5.8 |
4.68 |
4.59 |
4.51 |
4.43 |
4.35 |
4.27 |
4.19 |
4.11 |
4.03 |
3.94 |
3.82 |
2.75 |
|
25 |
31.0 |
25.4 |
5.6 |
4.46 |
4.39 |
4.33 |
4.26 |
4.20 |
4.13 |
4.07 |
4.00 |
3.94 |
3.87 |
3.78 |
3.15 |
6.4.5 ����ļ��涨���£�������С���ȡͲ��ֱ�������֮һ��50mm�еĽϴ�ֵ����������15��
��15 mm
|
�� �� �� �� �� �� |
�� �� �� �� �� �� |
|
14��16 |
1200 |
|
19��20 |
1320 |
|
25 |
1600 |
6.4.6 �ܰ塢�������Ӧȥ���ܿ���Χë�̡�
6.4.7
�ܰ���ӹ�����ֲڶ�Ϊ![]() ���ܰ��Ϲܿױ���Ĵֲڶȣ��ڴ��ȹ���ܰ�����Ϊ�ͽ�ʱΪ
���ܰ��Ϲܿױ���Ĵֲڶȣ��ڴ��ȹ���ܰ�����Ϊ�ͽ�ʱΪ![]() ������ʱΪ
������ʱΪ![]() ��
��
6.4.8 �ͽӵĹܰ�ܿױ��治������Ӱ���ͽ��ܷ����ܵ�ȱ�ݣ���ͨ��������������̺۵ȡ�
6.5 �ܰ��봫�ȹܵ�����Ҫ��
6.5.1 ���ȹ���ܰ��ͽ���Ϻ��ȹ����ֵĹ�����Ӧ��������ǡ�
6.5.2 ���ȹ���ܰ庸�Ӻ������Ӱ�������������ơ����ס�������δ�ۺϵ�ȱ�ݡ�����ܿ���Сֱ��Ӧ��С�ڹ����ھ���80%��
6.5.3 �����깤�ĵͼ�Ӧ����ˮѹ���飬��Ҫ��JB 3343��2.5.1���Ĺ涨���С�
6.6 Ͳ�塢��ͷ���ȴ���Ҫ��JB 741�Ĺ涨���С�
7 ���������
7.1 �ͼӵ�ˮѹ��������ܷ����鰴JB 3343�Ĺ涨��
7.2 �ͼӵĺ�����Ӧ����JB 741�Ĺ涨��
7.3 �ͼ�Ͳ��ԽӺ�������γߴ�Ҫ��
7.3.1 ����������Ϊ0��3mm��
7.3.2 �����ں��ӽ�ͷÿ�ߵĸ��ǿ���Ϊ2��4mm��
7.3.3 ͬһ���ԽӺ���������Ⱥ���С���Ȳ����4mm��
7.4 �ͼ��ڲ����ⲿ���治Ӧ������Ƥ���������ʡ�
7.5 ÿ̨�ͼӳ���ǰ��U�ιܵĶ¹������ó�����16�Ĺ涨��
��16
|
U����� |
��200 |
��200��500 |
��500��1000 |
��1000 |
|
�� �� �� |
1 |
2 |
3 |
4 |
8 ��־�����ᡢ��װ
8.1 �ͼӵ�����Ӧ�̶����ʵ�λ�ã������������£�
a.���쳧������
b.��Ʒ���ƣ�
c.��Ʒ�ͺţ�
d.��Ʒ������ţ�
e.��Ʒ����ѹ���������
f. �������ʣ�
g. ���ѹ��������¶ȣ�
h. �������
i. ������
j. �������ڣ�
k. ѹ��������������֤��ţ�
l. ˮѹ����ѹ����
8.2 �������װ
�ͼӵ�����Ͱ�װҪ��JB 2900��JB 2862�Ĺ涨��
9 �ͼӵ����ܲⶨ
�ͼӵ����ܲⶨ��������ʽ��ˮ���������������̡��Ĺ涨���С�
10 ������֤��
�ͼӳ���������֤��Ӧ�����������ݣ�
a.��Ҫ�㲿�����ϻ�ѧ�ɷֺͻ�е���ܣ���Ҫ�ͼ��Ľ�����֯�������
b.ˮѹ��������
c.�����������������������¼(��������¼)��
d.��Ҫ�㲿���ȴ��������
e.����(����Ҫ�㲿�����ϴ��á���Ҫ�ṹ����ʱ�ġ��¹�����)��
______________
����˵��:
�������Ϻ������豸��������о�����ڡ�
�������Ϻ������豸��������о����������ֻ���������ݡ�